




アイシンシュタインは人類の最大の発明は「福利」と言ったそうです。
※福利は金を貸して得た利息をさらに貸して、利息益をさらに得るという資産運用方法
しかし、私は人類の最大の発明は「ねじ」と思っています。ねじは昔からあるにもかかわらず、その作り方や構造は現代でもほとんど変わってなく、ねじの代用品がないのも事実です。
このねじは新入社員当時の私にとって、理解ができなくて、何度も苦しめられました。皆さんがそうならないように、初歩的な理解ができればと思います。どうぞ
1.雄(お)ねじと雌(め)ねじ
ねじには雄ねじと雌ねじがあり、雄(おす)と雌(めす)というだけあって、棒と穴を意味しています。なので、聞いたことがあるボルトは雄ねじで、ナットは雌ねじになります。
今回、主に説明するのは雌ねじの方になります。
「なんで?」っていうと、雄ねじは市販されているボルトを使用することが多く、自分で加工することが少ないです。(無くはないですよ) 鉄板と鉄板を接合させるためには板に雌ねじ(穴)を加工し、市販ボルトで固定することがよくありますが、板に雄ねじ(凸)を加工するのは凸部分でない部分をすべて削りとる必要があるんで面倒なんです。雄ねじ部分を溶接する方法もありますが、そもそも溶接強度よりもネジの方がはるかに強度も高くて信頼性もありますからね。
2.並目と細目
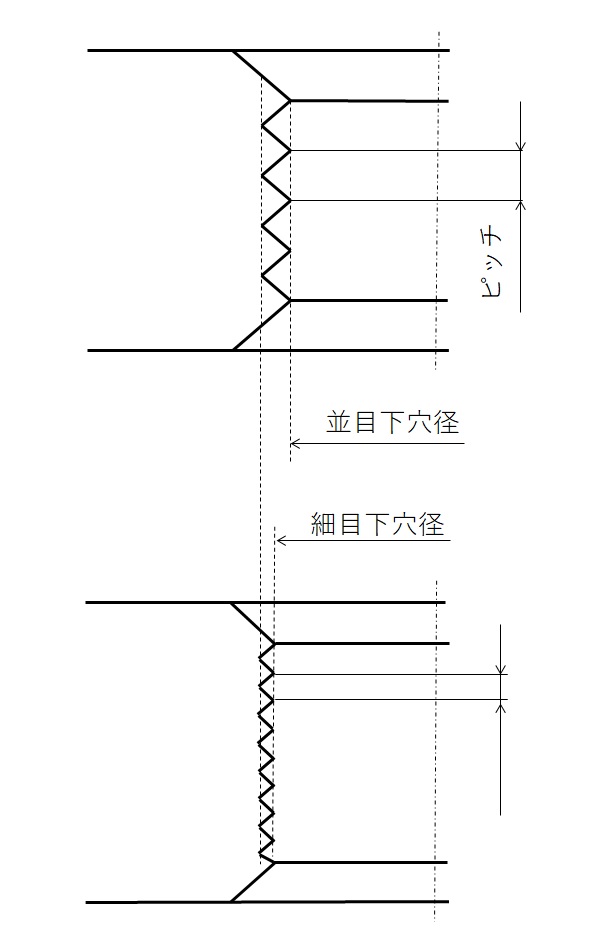
ネジには山と谷があり、この山の頂点同士の間隔をピッチと呼びます。またボルトを1回転 回すとボルトは決まった量だけ上下に移動します。この1回転あたりの移動量も同様にピッチと言います。つまり、ボルトは1回転すると1ピッチ移動します。このピッチが一般的なものが並目、ピッチが細かいものを細目と言います。また細目はピッチが細かくなったことで並目より山谷の凹凸が浅くなりますが、ボルトとしての強度は接着面積が広くなるのえ並目に比べて上がります。
ではなにが普通で何が細かいか?
ですがこれを説明するには下穴径というものを理解する必要があります。
3.ねじ下穴径
ネジを加工するためにはタップと呼ばれる工具を使用します。この工具はボルトと同じような形状でボルトの山谷部分に刃がついており、この刃でねじを形成するため不要な部分を削ります。タップには山谷を加工するため専用の刃しかついてなく、タップで穴を開けることはできません。そのため、ねじを加工するには以下のような手順で加工しなければならないです。
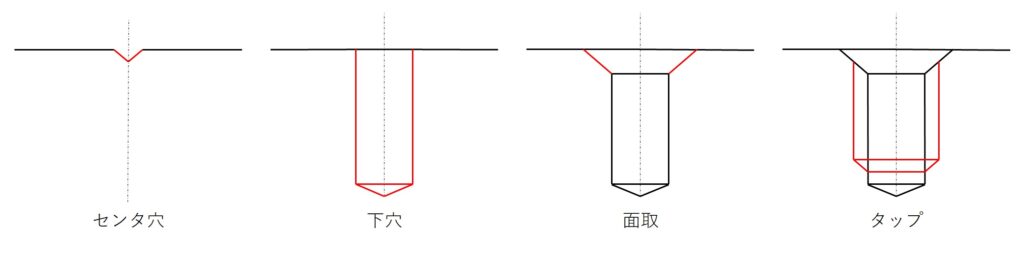
①:センタ穴を開ける。
②:ドリルで穴を開ける
③:穴の口元の面取を加工する。
④:タップで雌ねじを加工する。
※④→③の順番で加工するとねじ山が変形しネジが入らないため、③→④にする。
※貫通ネジも同様に裏表面の面取をしてからタップ加工を行う。
※タップ加工の後に面取をする場合はもう一度タップ加工する。
図から読み取れるようにネジの山径になる部分はドリル径になり、ネジの谷径になる部分はタップ外径になります。ここで使用するドリル径がネジ下穴径になります。そのため、山谷の凹凸が異なる並目と細目ではタップが違うのはもちろんの事、下穴径(ドリル径)も当然異なります。
4.下穴径の簡単な決め方
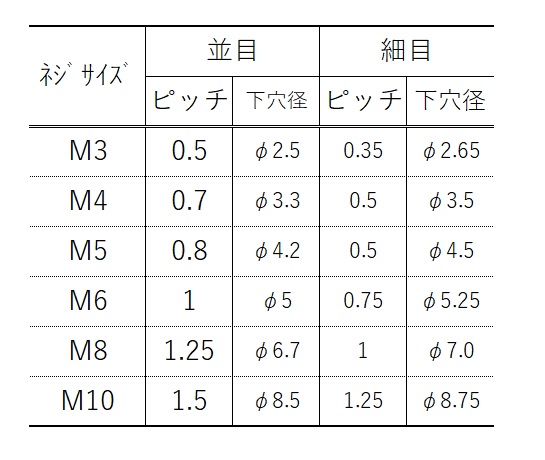
タップ加工をする際、下穴を加工するドリル径を知るため、一覧表から調べるよりも
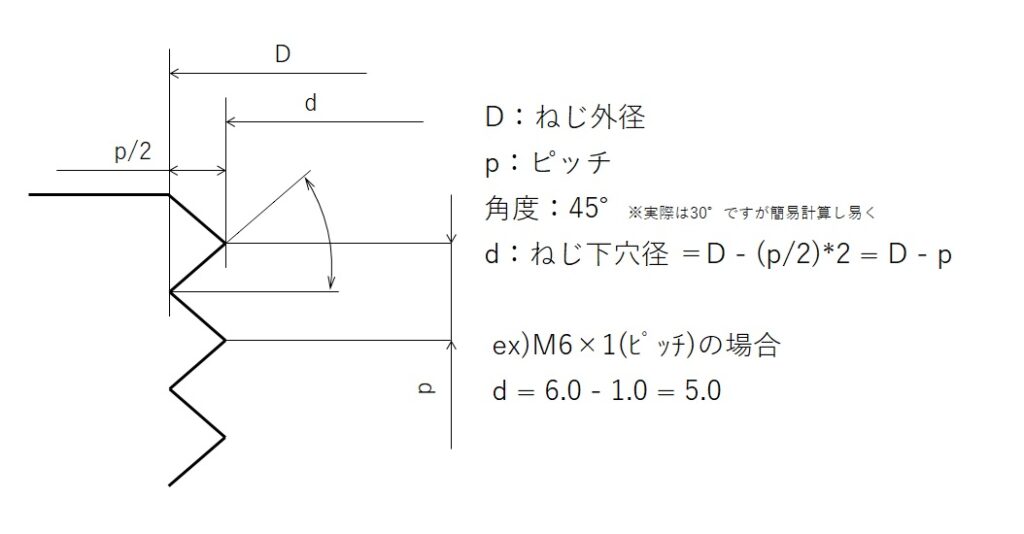
「下穴ドリル径 = ねじ外径 ー ピッチ」
の簡易計算によりおおよその下穴径を知ることができます。(厳密には違いますが、jisの下穴径規格の範囲内には大体収まります)
考え方としては以下の図の通りです。
5.転造タップ
ここまで説明したねじ加工で使用するタップは切削タップと呼ばれるもので、ねじを形成する上で不要な部分を削りとる加工方法です。しかし、切削以外にも転造という加工方法もあります。
この方法は切り粉が発生しにくく、ねじ強度も上がるメリットがありますが、ねじ精度が切削にくらべて不安定であるデメリットもあります。下図のように下穴径を起点に谷は押し込み、山は引き出すように凹凸を形成します。
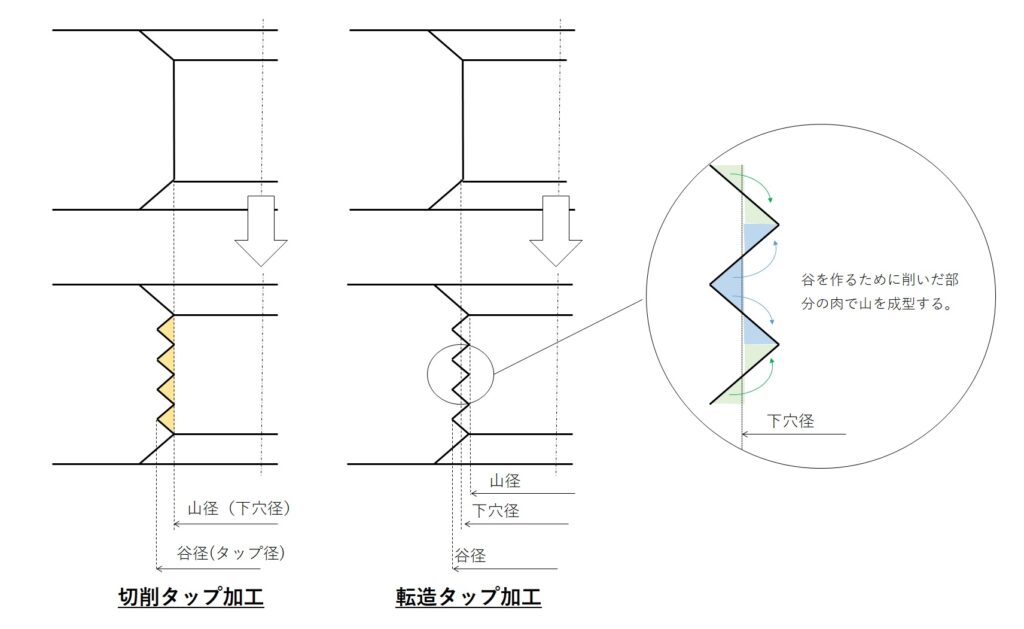
切削ねじの山径精度は下穴精度のみに依存し、谷径は切削タップ外径に依存します。しかし、転造ねじの山径も谷径も下穴精度に依存するため、切削ねじと同等の精度で加工するためには切削ねじの下穴よりもより精度の高い下穴を開ける必要があります。そのため、切削タップから転造タップに変更する場合は下穴精度を厳しく管理する必要がありますね。
6.まとめ
・ねじには雄(お)ねじと雌(め)ねじがあり、機械加工するのは主に雌(め)ねじが多い。 ・ねじにはピッチ違いで並目、細目と呼ばれる種類がある。 ・雌(め)ねじを作るためにはドリルで下穴を開けてから、タップでねじ不要な部分を削り取る。 ・「下穴ドリル径=ねじ外径 - ピッチ」で簡易的な計算で知ることができる。 ・転造タップ加工は切削タップ加工よりも切り粉が発生し難く、ねじ強度も高いが、下穴精度を厳しく管理しなければならない。
ねじ加工は穴加工よりも、出来栄えに関わる変数が多くなるので、ある程度の予備知識がないと間違ったものができてしまいます。私も昔、ねじに並目と細目で下穴径が違うと知らず、細目タップを何本も折損させたことや、転造タップ下穴径の規格を切削と同じ規格で管理していたことで、客先クレームにまで発展させた経験があります。みなさんもそうならないように、事前に下調べをしてから加工をしましょう。
以上です。


コメント