




これまでマシニングセンタ(MC)をどのように動かすか?を解説し、それに必要なNCプログラムの基礎を説明しましたね。この内容だけでおおよその加工はできますが、少し難易度が高い「工具径補正」「工具長補正」も説明したいです。この補正を知るだけで、難易度が高い加工ができるようになるため、是非がんばって学んでください。
1.平面指定 G17、G18、G19
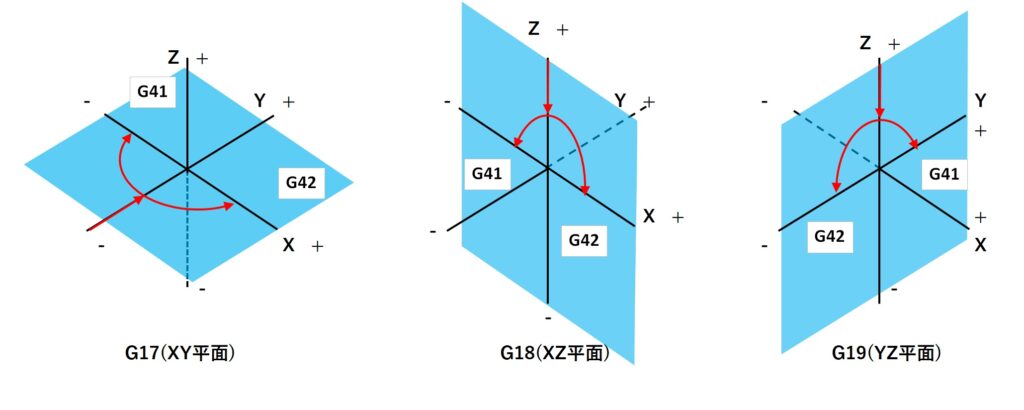
工具径補正や円弧補間を行う際には、どの平面に対しての指示であるかを平面を指定する必要があります。平面の指定はデフォルトではXY平面になっていますので、XZ、YZ平面を指示する場合や、XY平面に戻す場合に指定が必要です。
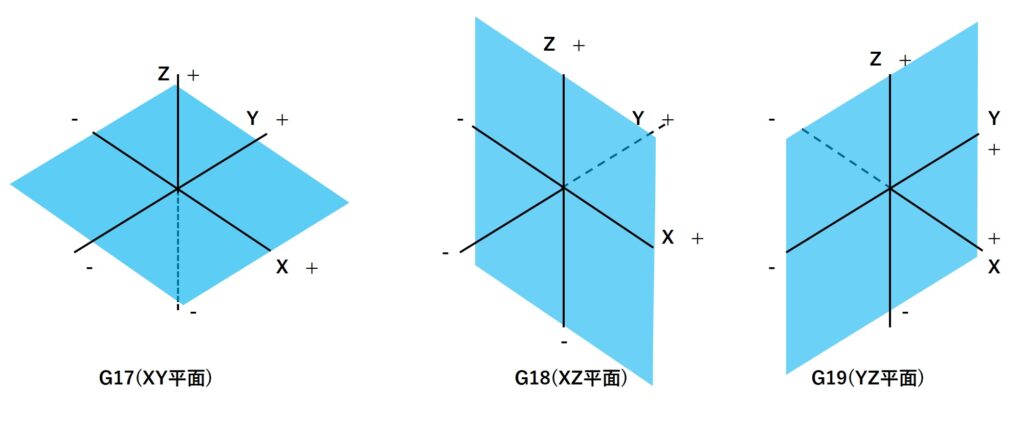
G17:XY平面
G18:ZX平面
G19:ZY平面
2.工具径補正
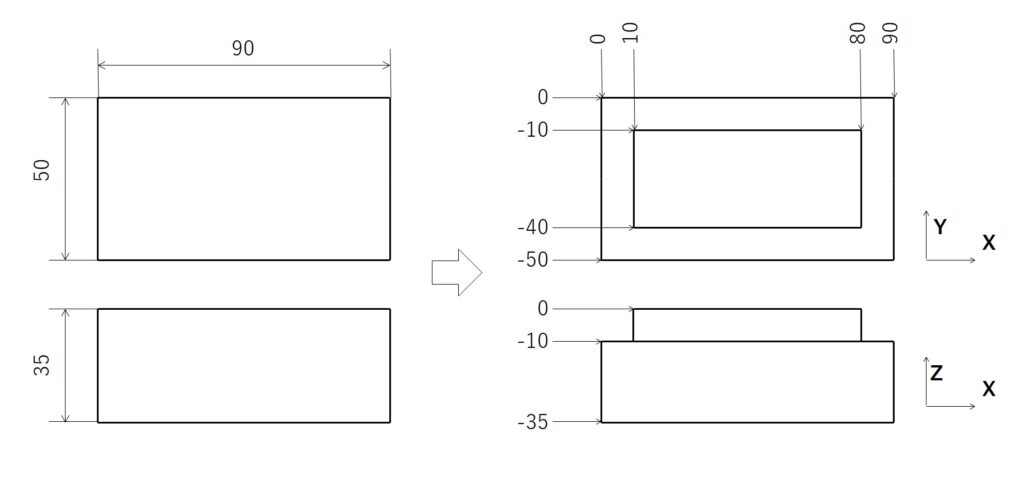
まず説明をするために、以下のようなブロックの上部4隅を加工するプログラムを例として説明します。
この加工を工具径補正をせずにプログラムをつくると以下のようになります。
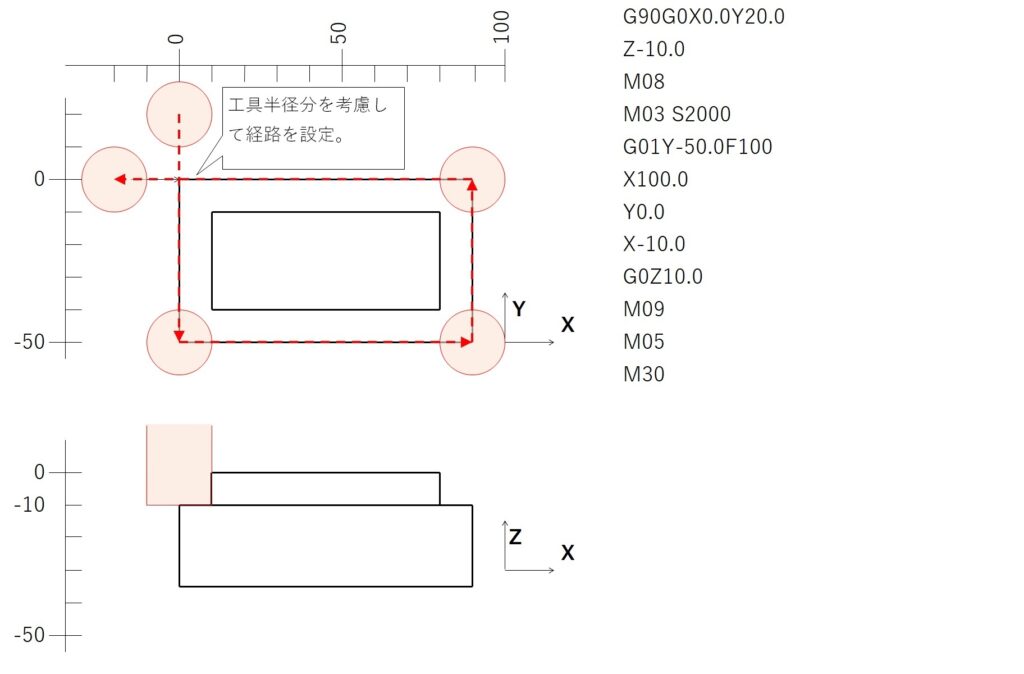
プログラムをつくる時は図面上の寸法をそのまま使用したいですよね。上記のようなやり方であると「工具径がφ20だから、10mm分右にオフセットしないと、、、」となりとても面倒です。しかし図面上の寸法をそのまま使用すると以下のように工具径を考慮しないため誤った形状になりますね。
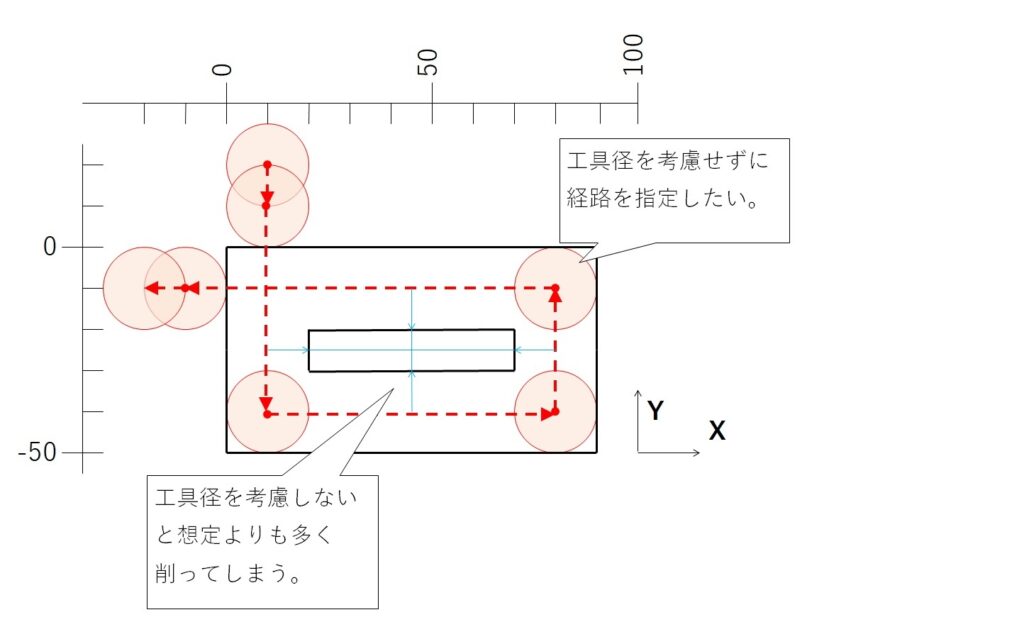
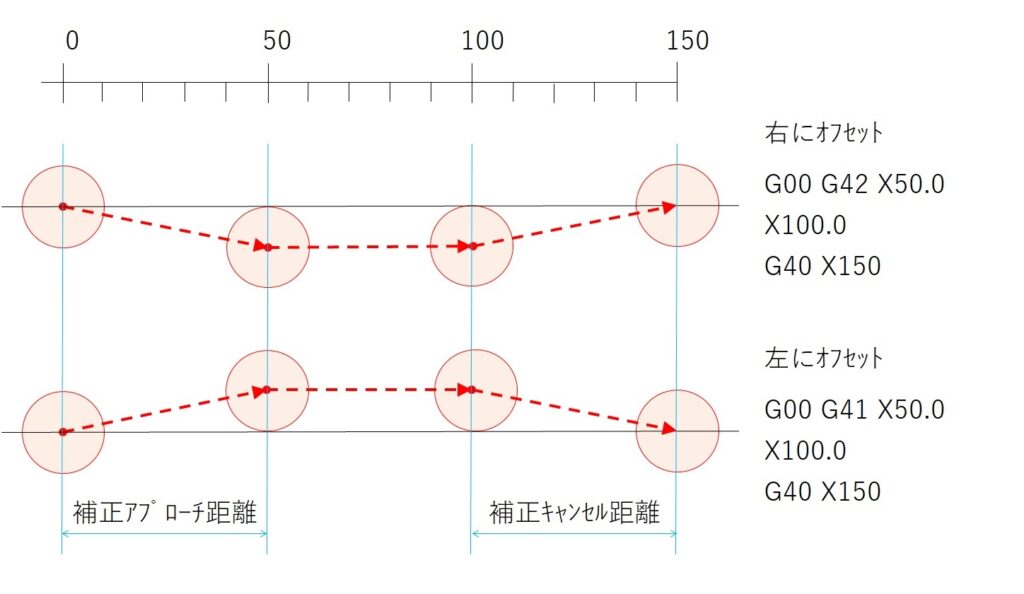
工具径補正機能を使用すれば、図面指示と同じ線上の座標を指示し、工具径を入力するだけで自動で外側を移動する経路に補正してくれます。下図を例とすると工具半径分をあらかじめ、オフセットした座標を指定しないといけませんが、補正機能を使うと工具径を考慮せずに指定できます。
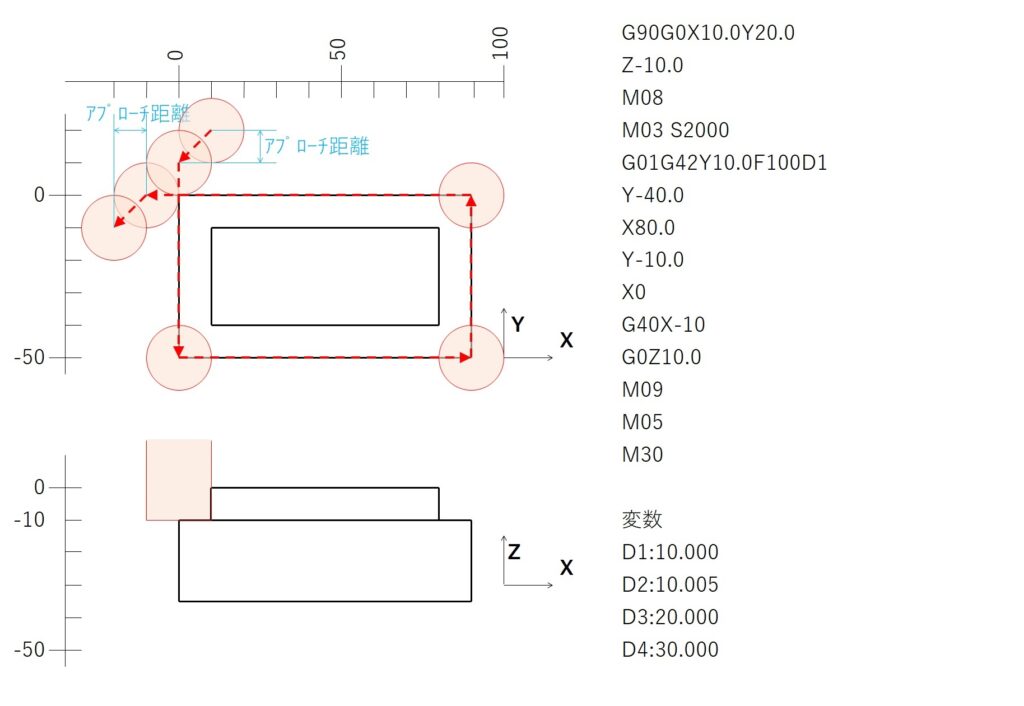
ここで注意しなければならないのは工具径を補正する距離(アプローチ距離)を確保する必要があるので注意が必要です。
G40:工具径補正キャンセル G41:進行方向に左にオフセット G42:進行方向に右にオフセット G01 G41(G40 G42) X__ Y__ D__ F__
工具径補正指示をする時の移動時は指定径分だけオフセットしながら進みます。
[D]はオフセットしておきたい工具径を入力し、その変数番号を指定します。(プログラム編集画面とは異なる)
また工具径補正をキャンセルする場合も補正をキャンセルしながら進みます。
なお、G40を指定する場合のDの指定は不要です。
3.補正方向
G41は左にオフセット、G42は右にオフセットしますが、右左はあくまで進行方向に対してになります。
またG17 G18 G19で各平面を指定した時は進行方向は各指定外軸を+を基準とします。
4.工具長補正
Z軸の原点は加工物上面を「0」にすることが多いですが、これはあくまで特定の工具長さが基準になるため工具を交換するとその長さは工具ごとで変わるため、その都度長さを補正してあげる必要があるんです。この補正をするのが工具長補正です。考え方は工具径補正と同じなので細かい説明は割愛します。
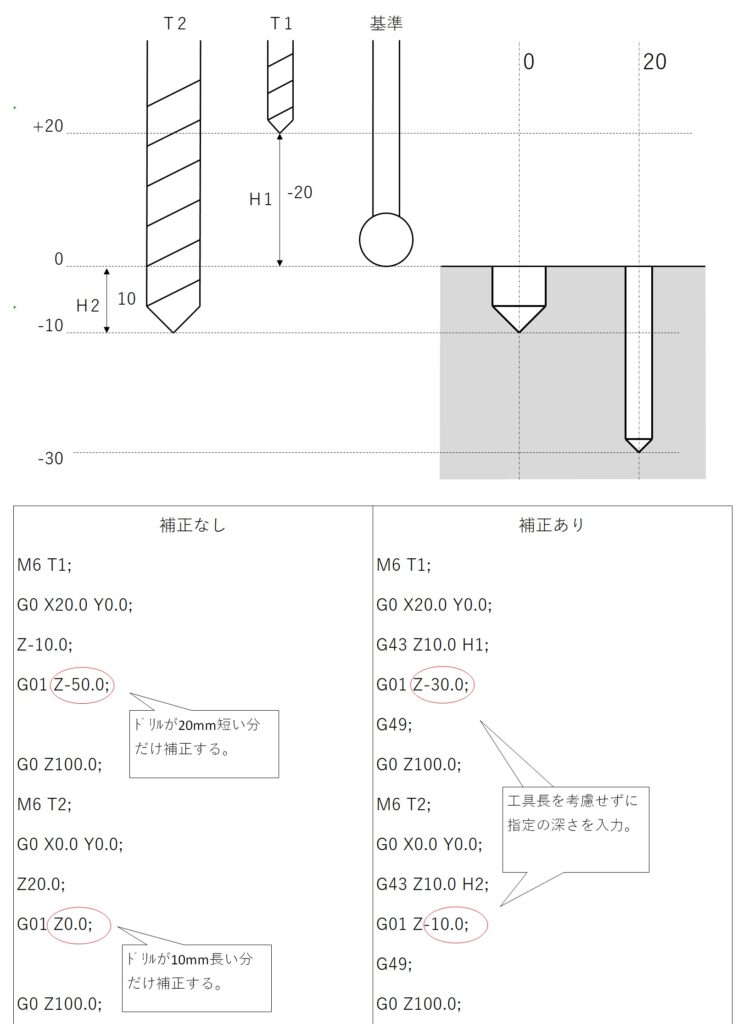
G43:工具長補正 G44:工具長補正符号反転( "+"→"-" "-"→"+" ) G49:工具長補正キャンセル G0 G43(G44 G49) Z__ H__
以上です。


コメント