




前回の記事で、MCはマニュアル操作よりもNCプログラミングで動作させることで始めて、その利点を活用することができると説明しました。今回の記事では実際にどのようにNCプログラミングを作成するかを説明します。
なお、NCプログラム言語にはいろいろなものがありますが、一般的に流通しているFANUC言語で説明します。どの言語も基本は同じなので、初心者にとっては無視して良い範疇ですのでどうぞ。
1. 動作を確認しよう
プログラムを作成する際、どのような順番で機械を動かすかを予め決める必要があります。今回は簡単にドリルで穴を開ける工程を例として挙げます。
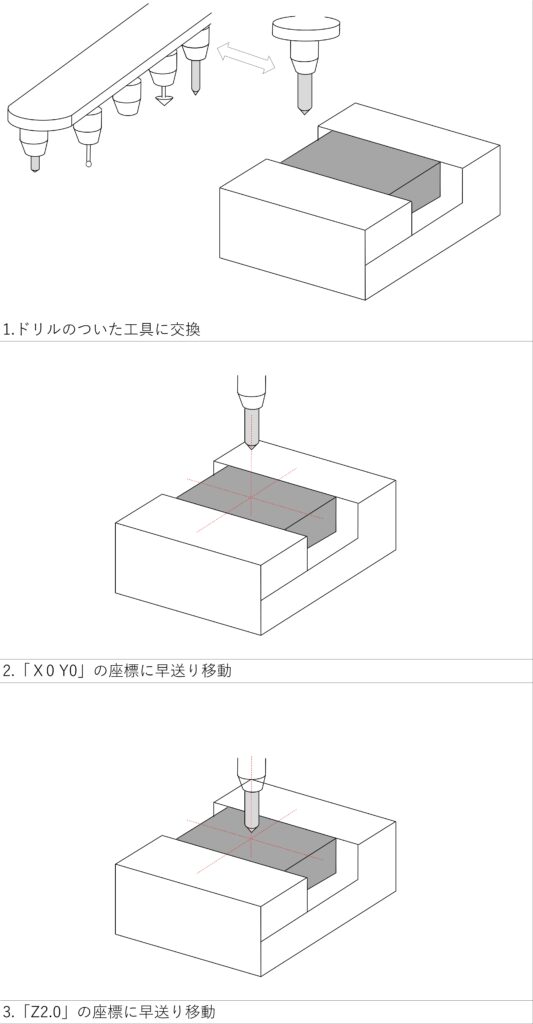
これをプログラムにすると…
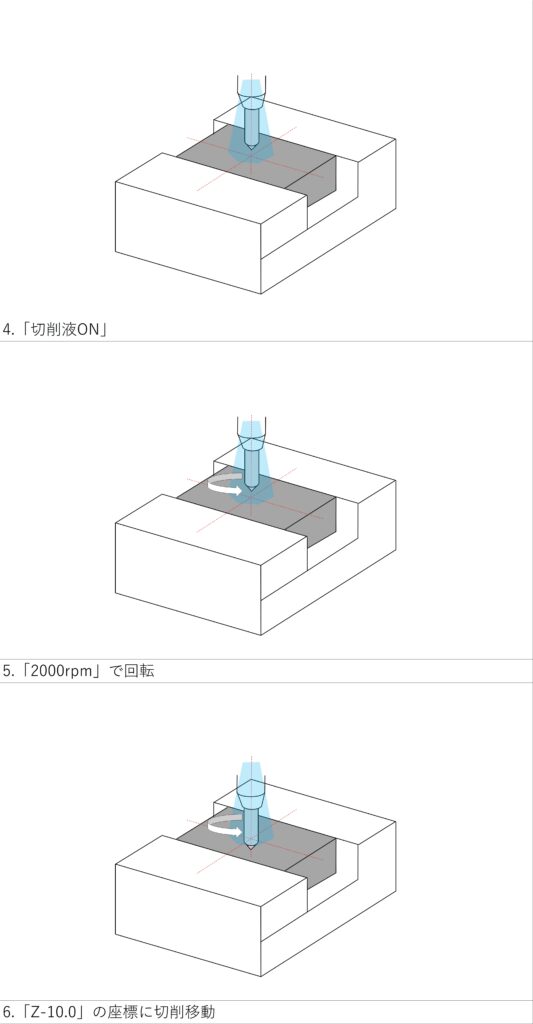
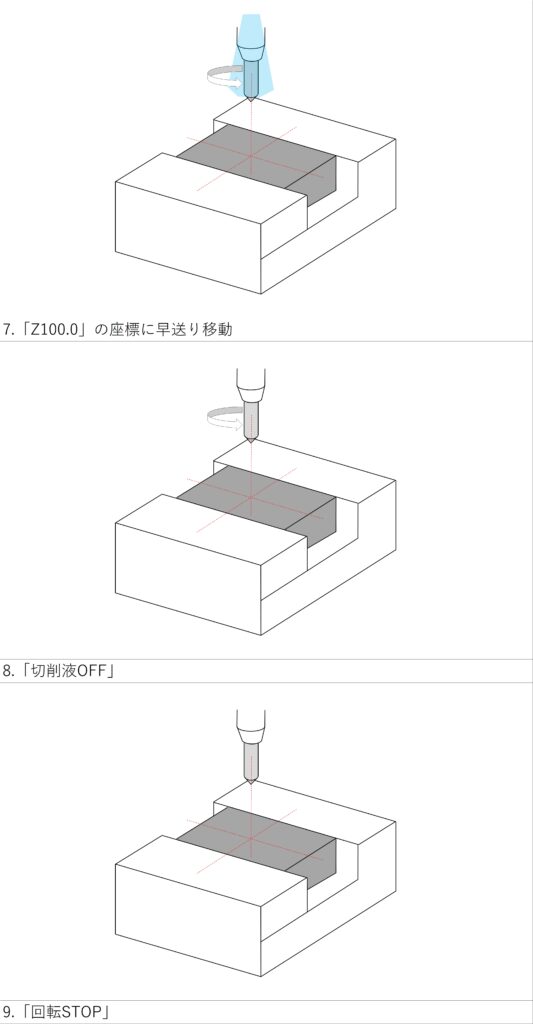
O0001 ① M06 T10; ドリルのついた工具No.10に交換 ② G90 G54 G00 X0.0 Y0.0; X0Y0の座標に早送り移動 ③ G00 Z2.0; Z2の座標に早送り移動 ④ M08; 切削液ON ⑤ M03 S2000; ドリルを2000rpmで回転 ⑥ G01 Z-10.0; Z-10の座標に切削移動 ⑦ G00 Z100; Z100の座標に早送り移動 ⑧ M09; 切削液OFF ⑨ M05; 回転STOP M30; プログラム終了
【注意POINT】 ・座標を入力する際は必ず小数点を入力するようにしましょう。 間違い✖ :[X0 Y10] 正しい〇 :[X0.0 Y10.] ・プログラムの行を改行する場合は[ ; ](エンドオブブロック)を入力しましょう。 [ ; ]がないと2行の文章を1行としてMCは読み込んでしまいます。
2. コード
NCプログラムにはコードと呼ばれるいろいろな意味のもつ記号が存在します。
コードはG M S T Fコードがあり、それぞれのおおよその使い分けは以下の通りです。
Gコード:軸の移動などの動作に関する指示ができます。
Mコード:工具交換(ATC)、回転、切削液…などの機械機能のON/OFFを指示できます。
Sコード:回転数の指示をする時に使用。
Fコード:軸の移動速度の指示をする時に使用。
Tコード:ツールマガジンの工具Noを指示する
3. Gコード
では具体的に各コードの意味を上記のプログラム例を挙げて解説していきます。
3.1 G00 G01
G00は早送り、G01は切削送りを指示しています。
これらの指示は移動する座標の前に宣言し、指示がない場合は直近の指示が優先されます。
例 G01 X0.0 Y0.0 切削送り Z2.0 切削送り Z-10.0 切削送り G00 Z100.0 早送り X-10.0 Y-10.0 早送り
3.2 G90G91
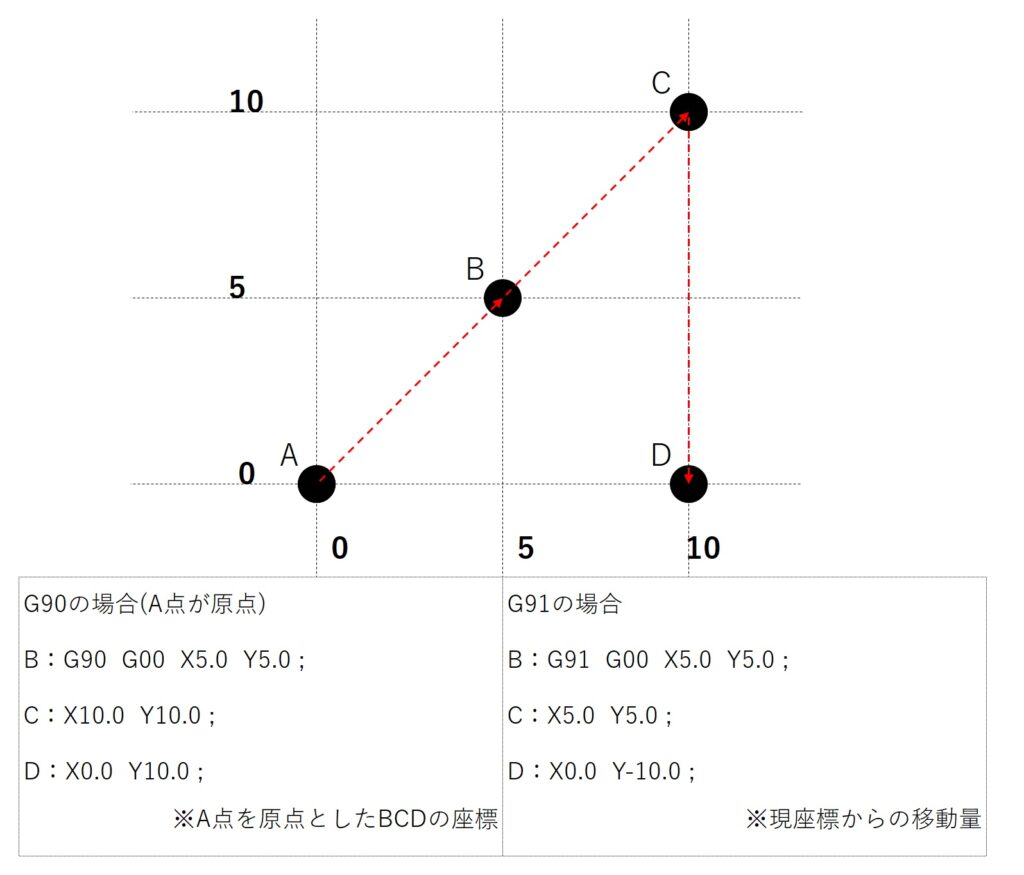
G90は絶対座標指令アブソリュート、G91は相対座標指令インクリメンタルを表します。
なお、G90は[ABS] G91は[INC]とも表現されることもあります。
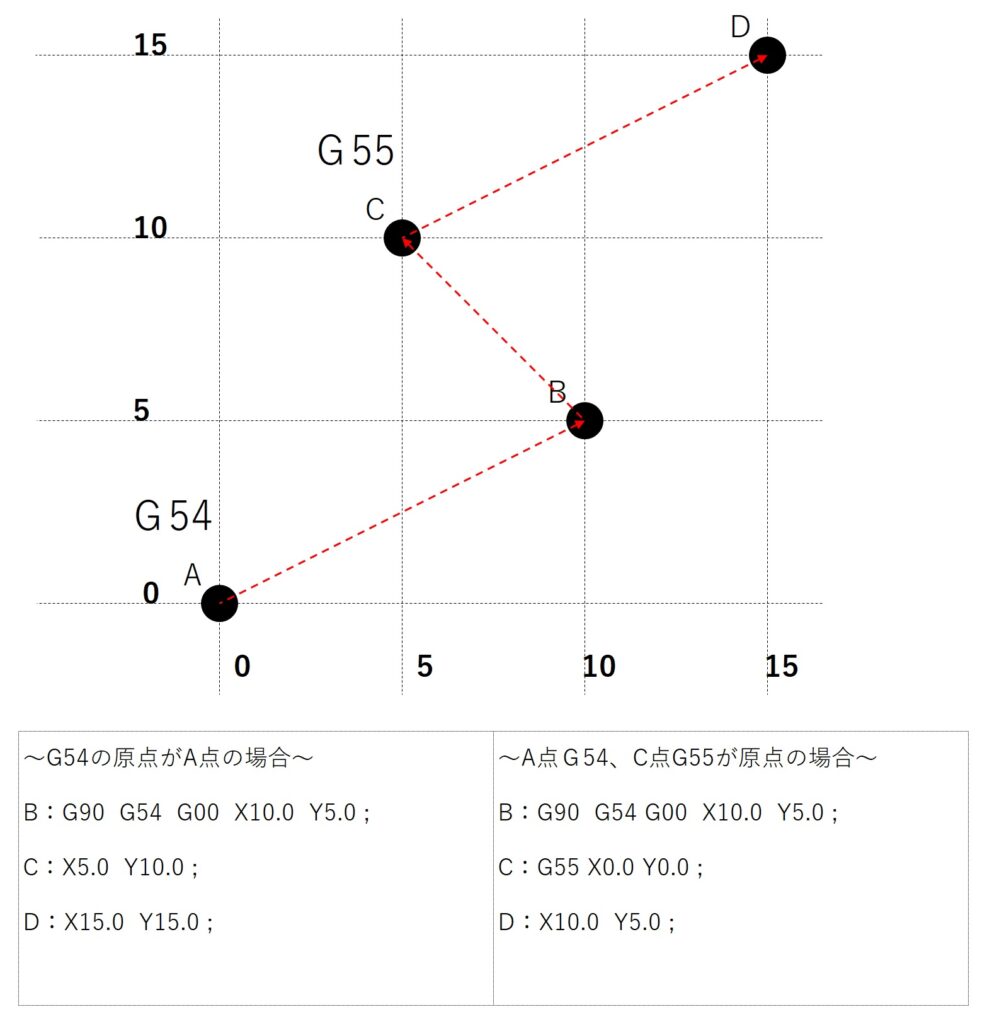
G90は原点を起点に移動する座標位置を示すのに対して、G91は現在の位置を起点に移動量を示します。と言っても、わからないのでA~Dの順番に移動することを例として説明します。
3.3 G54~G59
G54~G59はそれぞれの座標原点を示します。
「G54,G55,G56,G57,G58,G59」の6つの座標原点があり、G90で移動位置を指示する場合どの原点を使用するかを始めに宣言します。
つまり、G54が原点の時とG55が原点の時で同じ指示でも移動位置が変わるのです。
3.4 G02 G03
MCでエンドミル加工をする場合、エンドミルを直角ではなく、円弧状に動作させたい時に使用するコードです。
G0とXYZ座標の組合せであると指定された位置まで最短距離でまっすぐに進みますが、G02G03を使用すると円弧を描いて進みます。
指示の仕方は2種類あり、G02は時計回り、G03は反時計回りを意味します。
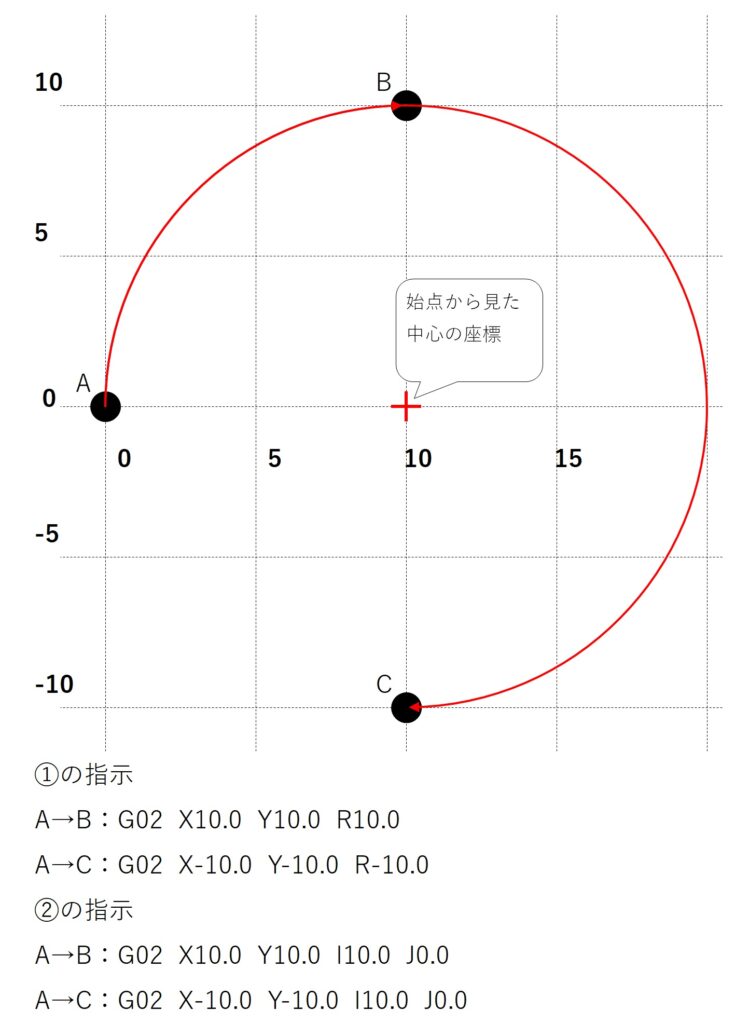
①:円弧の終点座標と円の半径を指示する
G02 X__ Y__ R__
・XとYは終点座標を指示
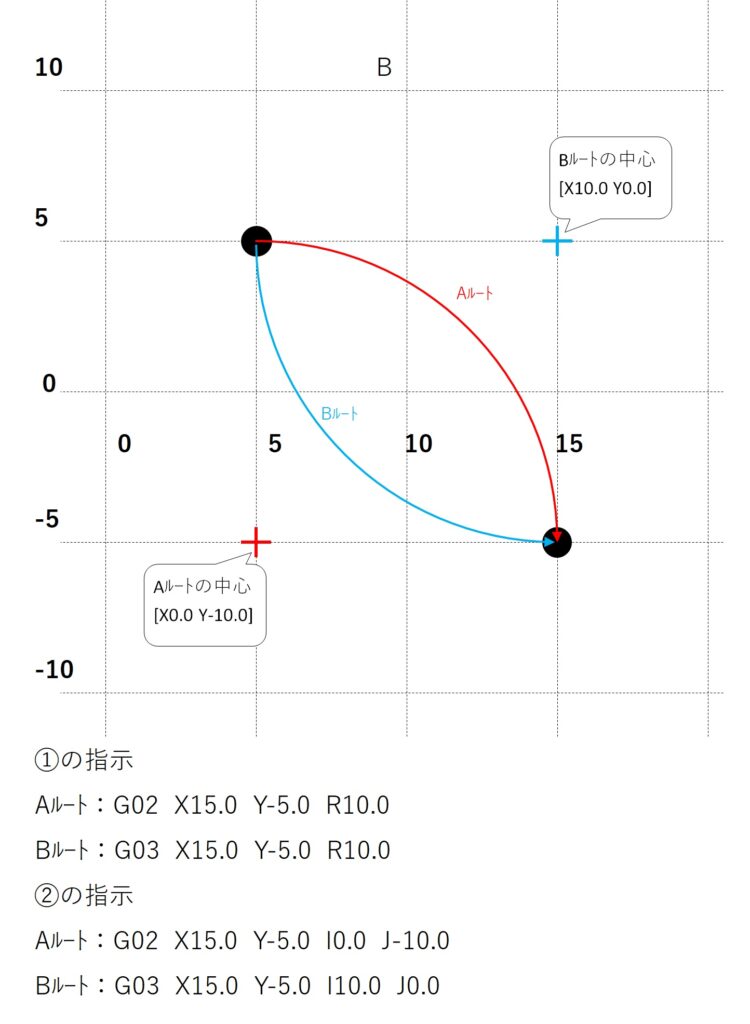
・Rは円弧の半径を指示。円弧が180°以下であれば"+" 円弧が180°以上であれば"-"
②:円弧の終点座標と円の中心(相対)座標を指示する
G02 X__ Y__ I__ J__
・XとYは終点座標を指示
・Iは始点Xからみた中心(相対座標)、Jは始点Yからみた中心(相対座標)
どちらも例を挙げて説明します。
4. Mコード Sコード Fコード
Gコードが理解できれば、残りのコードは細かい指示は必要ありません。
Mコード
M03:主軸を回転します。
M05:主軸を停止します。
M06:ATCによる工具交換をします。
M08:切削液を吐出します。
M09:切削液を止めます。
M30:プログラムを停止します。
Sコード:回転数を指示します。 例:M03 S1000; 1000rpmで回転させる
Tコード:ATCで交換する工具Noを指示します。 例:M06 T05; No.5の工具に交換する。
5. まとめ
今回説明したNCプログラムを理解できれば、MCを使って加工することはできます。
上記以外でも、「固定サイクル」「工具径補正」「工具長補正」などを理解すれば、より難易度の高いプログラムを作ることができます。さらに「マクロ変数」なるものもあり、これが理解できれば、数値(変数)を書き換えるだけでMCの指示を簡単に変更することができ、NCの知識がない作業者でも容易に操作することも可能です。
以上です。


コメント