




機械(切削)加工で使用する工具は穴を開けるのにドリル、ネジを成形するのにタップ、側面を削り取るのにエンドミルを使用することはわかりますね。
知らない?「タップ?エンドミル?」って人はリンクから過去記事を確認してみてください。


さらにこの工具を取り付ける加工機はボール盤、旋盤、フライス盤などがありますが、切削加工で最も便利で良く使用されている加工機はやはりマシニングセンタではないでしょうか?MCとも略されるマシニンングセンタで加工できる範囲はとても広いため、ぜひ初心者は理解すべきですね。

可動軸
マシンニングセンタ(MC)を理解するにはNCを理解する必要があります。
「MCとかNCとかゴチャゴチャでわかんね〜」って感じですよね。整理しましょう。
MC:Machining Center(工具が回転する切削加工を自動的に行う加工機)
NC:Numerical Controll(数値で制御、管理する)
NCは別の記事で紹介する予定ですが、簡単に言うと数値を入力して機械に指示を出すことで、プログラミングで動くものと理解してください。MCはこのNCによって動くため、MCを動かすためには数値を入力しなければならないんです。
ただ機械に指示出すと言っても「横10mm!」「縦3.5mm!」「斜めに!」「そこは丸く直径10mm」とか言っても機械は理解できないんです。なので動く量を指示する前に可動する軸をあらかじめ指示しなければならないです。いろいろな種類の加工機があるんですが基本はXYZの3軸です。この3軸の配置がわからないと加工機に指示を出すことは出来ないんで、頑張って理解しましょう。
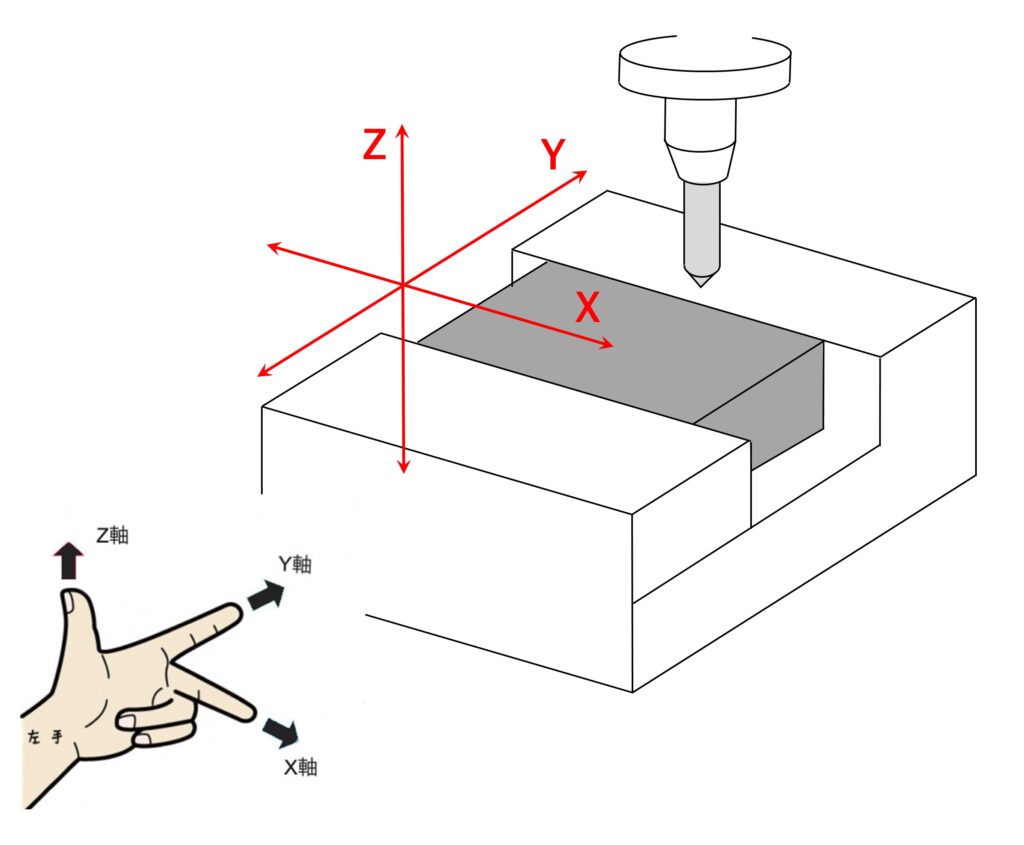
ちなみに軸の方向が分からなくなり、混乱してしまう場合はフレミングの法則のパクりで手でこのような形にすると中指をX軸とするとY軸Z軸の方向がわかるんですね。
送り
可動する軸がわかったら、次は動かすスピードですね。MC加工の加工スピードは大きく2種類あり、「早送り」「切削送り」です。
加工順をボール盤を例とすると
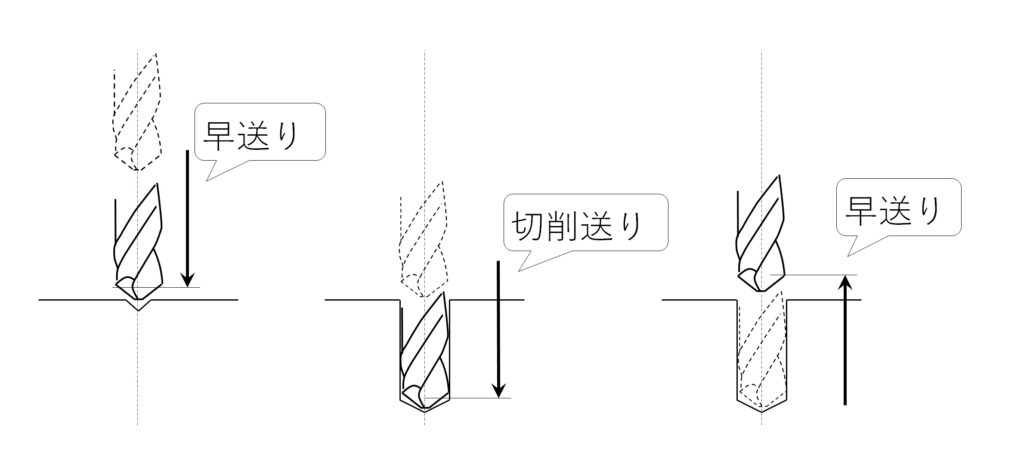
- 穴を開けたい加工物のギリギリの位置までドリルの先端を近づける
- 開けたい穴深さに達するまでゆっくりとドリルを降下させる
- 開けたい位置までドリルが降下したらドリルを上昇させる。
この2の「ゆっくりとしたスピード」が加工している時の速度であり、これが切削送りになるんです。それ以外1と3の動くスピードが早送りですね。切削送りは加工する形状や大きさによって速度が変わるので切削送りは速度を指定する必要がありますが、早送りは目的が移動だけなので一定の速度で動くのです。
工具切り替え
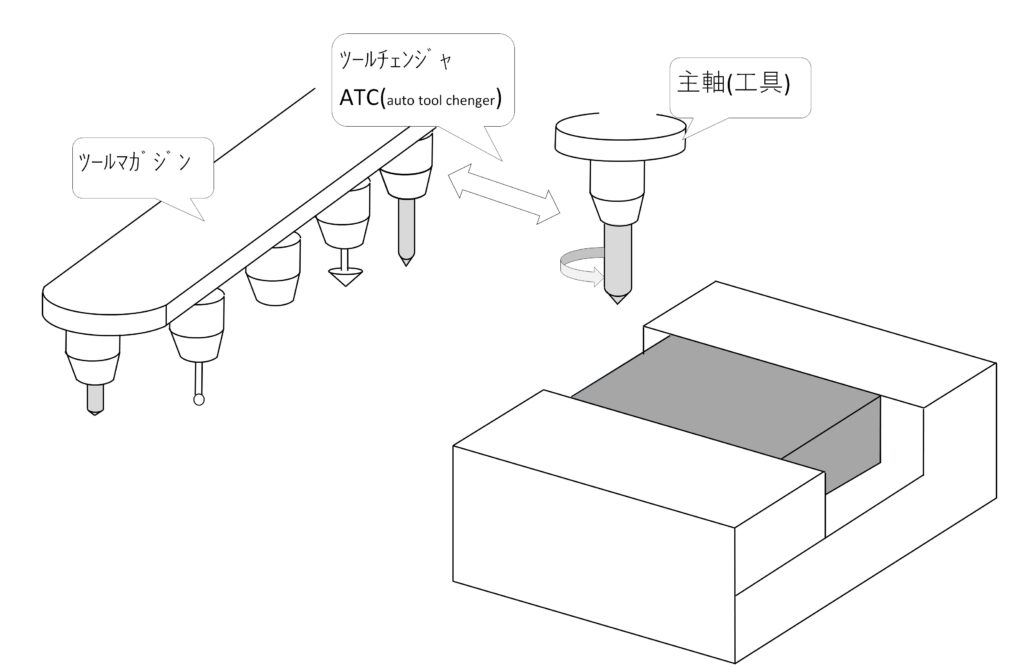
ほとんどのMCにはオートツールチェンジャ(ATC)という機能が付いてます。ツールマガジンと呼ばれる箇所にドリル、タップ、エンドミル…などのいろいろな種類の工具を収納することができ、その時に必要な工具をMCに指示することで自動的に交換することができます。そのため人が介入しなくても複数本の工具の付け替えを必要とする加工ができるんですね。
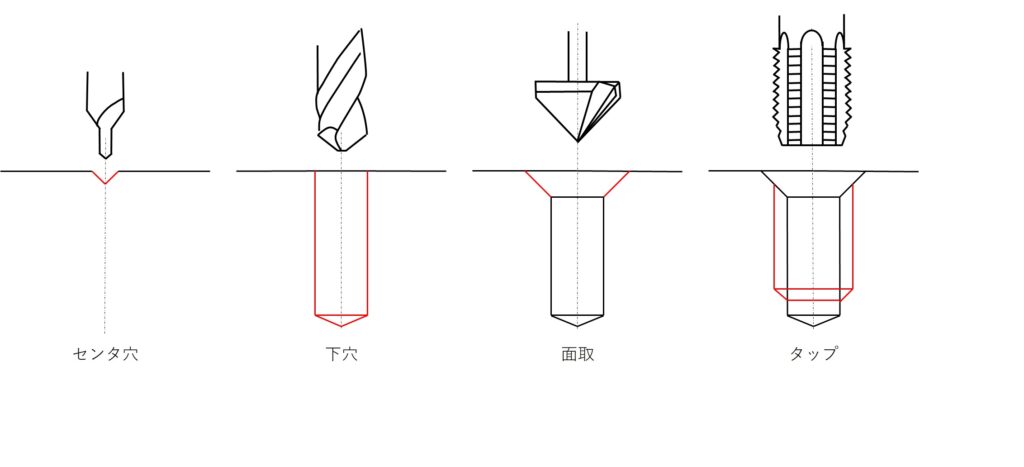
ネジ加工を例とすると、1穴加工するにも4本の工具の付け替えをする必要があるのがわかりますね。この場合、MCを使用しない工程と比べるとMCを使用すれば格段に楽になりますね。
MCで加工する場合はどのような工具をどのような手順で加工をするかをあらかじめ決めてからでないと作業が始められないんです
プログラム作成
MCを動かすためには軸移動方向、速度、移動距離、回転on/off、切削液on/off、…などいろいろなボタンや切り替えスイッチを操作する必要があります。そのため全ての操作を一回一回手作業で行っていたら、大変だし、間違えることもあります。なのでMCに指示を出す場合のほとんどはプログラムで指示を出します。
例えば 今の位 置からX10mm Y10mm動かそうとすると ・マニュアル作業では 送り速度設定 →移動方向Xに切り替え →10mm移動 →移動方向Yに切り替え →10mm移動 ・プログラムでは →「G00 X10.0 Y10.0」
マニュアル操作では4つ動作が必要ですが、プログラムでは1行の指令で済みますね。このようにMCを動かすにはプログラムを理解することは必須なんです。
まとめ
・MCの可動軸はXYZ軸の3軸ある。
・動かす速度は「早送り」と「切削送り」がある。
・MCでは工具を自動交換できるツールチェンジャがある
・MCはプラグラムで動かすことは必須である。
今回はMC(マシニングセンタ)を動かすために必要なことを説明しました。MCはボール盤やフライス盤に比べると動かすまでの予備知識が必要ですが、理解してしまえばそれらの機械よりも扱いやすく、人が介入することが不要で、とても便利な機械なんです。
以上


コメント