



機械加工をする際に行き詰まるものがいくつかあると思います。そのトップ3に必ず入っているであろうものが加工条件です。この加工条件を適当に扱うと加工されたものの出来栄えが変わったり、ドリル、エンドミルなどの工具が折損することもあります。そのため、ある程度基礎的な加工条件の設定の仕方は知っておいて損はないです。
1.周速度とは?
切削、研削どちらの機械加工でも必ずといっていいほど重要なものがこの周速度になります。名前を聞いたことはあるとは思いますが、実際これをどのように使用すればよいかを理解している人は少ないです。この周速度の考え方が理解できれば、応用次第でほとんどの加工条件は計算できます。
周速度は円が回転する時の外周の速度を表しており、基本は小学校で勉強した速度の計算と同じです。速度は一定時間でどのくらいの距離を進んだを表しているので、計算式にすると
「速度 = 距離 / 時間」 ですね。
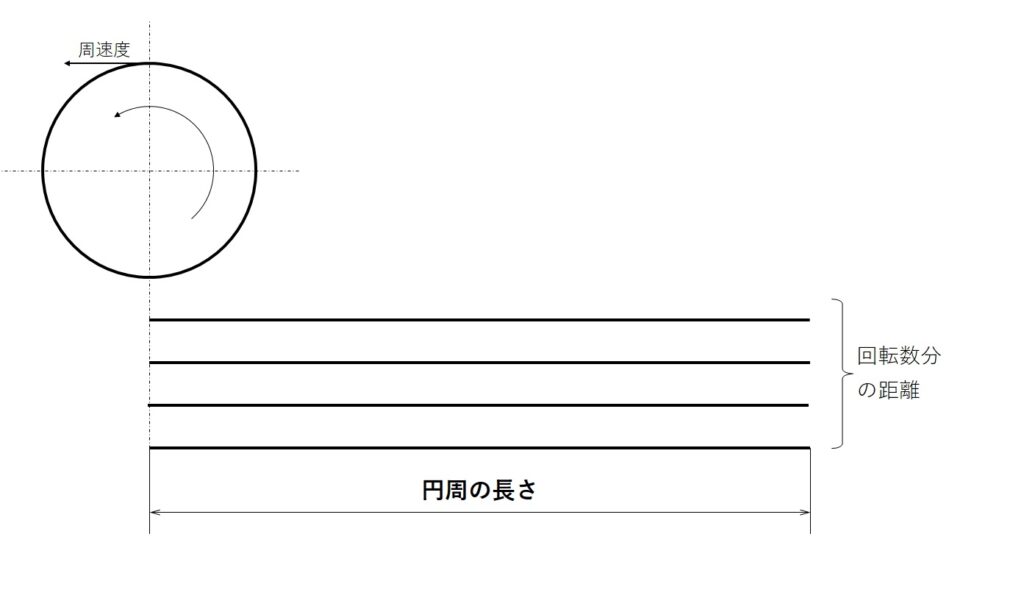
これを回転するものに当てはめるためには、まず円が1回転するときの距離を求めます。
「円の周長 = 直径 × π(3.14)」
回転数は一定時間に回転した回数を表しているので、一定時間進んだ距離
「距離 = 円の周長 × 回転数」
これを計算すると、、、
例) 工具径:φ10mm 回転数:1000rpm(rev/min) ※[rev]は回転を表していて、1分間あたりの回転数の事 円周長 = 10×3.14 = 31.4mm 距離 = 31.4×1000 = 31400mm/min = 31.4m/min 周速度を求める計算式は、、、 V = (π×D×n)/1000 V:周速度(m/min) D:工具径(mm) n:回転数(rpm)
こんな感じになりますが、周速度の考え方がわかれば計算式を暗記する必要はありませんね。
2.必要な回転数とは?
「周速度の計算方法はわかったけど、実務で周速度って使用していないよ」って思った人達は加工条件をなんとなくで決めています。恐らく実務では、工具を取り付けてNCにスピンドルの回転数を入力する際、φ〇〇の工具だから〇〇rpmにすればよいと教えられているんではないでしょうか?半分正解ですが、半分不正解です。実際には工具ごとに推奨する周速度が決められています。この周速度から回転数を決めなければならないです。そのため工具径で回転数を決めるのではなく、周速度から回転数を決めなければならないです。
例えば、、、 ドリル径:φ10 周速度:20m/min を使用すると、、、 V = (π×D×n)/1000 に代入。 20 = (π×10×n)/1000 20×1000 = (π×10×n) n (20×1000) / (π×10) = 636.6rpm 600rpmとして入力 回転数を求める計算式は n = (V×1000) / (π×D) V:周速度(m/min) D:工具径(mm) n:回転数(rpm)
3.送り速度とは
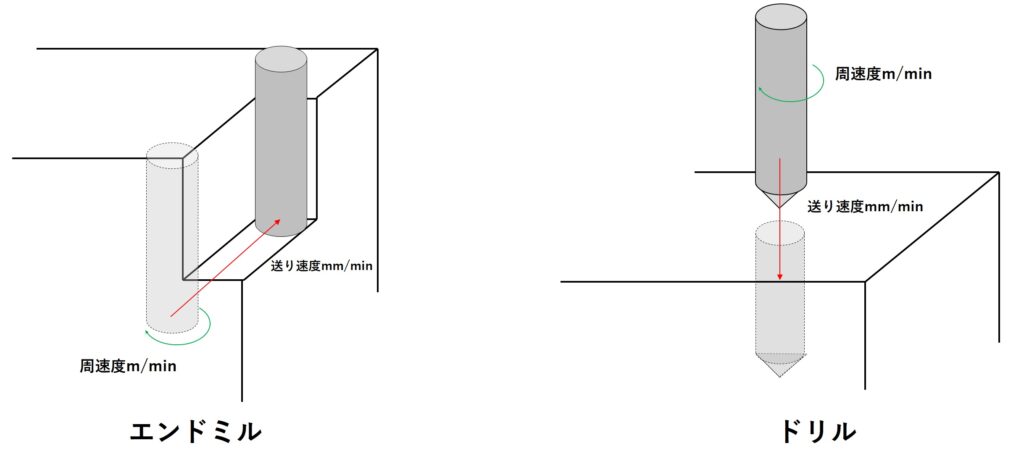
ドリルは縦方向、エンドミルは横方向に加工することはわかりますね。わからなければ、過去記事で復習してください。


各工具に推奨の周速度があるように、送り速度も決められています。周速度、送り速度の言葉の定義がごちゃごちゃにならないように、以下の図でまとめました。
しかし、この送り速度は加工速度、切込速度とも言われているのですが、推奨の送り速度をそのままNCに入力することはできないのです。なぜなら、送り速度の単位は[mm/min]ですが、工具ごとで決められている推奨値は1刃当たりの送り量(mm)なので単位が違います。これをNCに入力するためには計算が必要です。
例: ドリル径:φ10 1刃当たりの送り量:0.2mm/刃 刃数:2枚(ドリルの刃の枚数は2枚ですね。↑のリンクから過去記事でおさらい) 回転数:600rpm(周速度10m/minで計算しましたね) 送り速度を求めるには周速度と同じように、一定時間あたりの距離を求めます。 1回転すると2枚の刃が加工物に切り込むため、1刃あたり0.2mmであることから、1回転当たりの切り込み量は0.4mmですね。 1分間の回転数は600回転なので、1分間当たりの切り込み量は 0.4×600=240mm/min これを計算式にすると F = f × Z × n F:送り速度(mm/min) f:1刃当たりの送り量 (mm) Z:刃数(枚) n:回転数(rpm)
4.タップの送り速度
タップの送り条件は周速度のみ定められており、1刃当たりの送り量は定められていないです。理由としてはねじにはピッチがあるからです。タップはボルトに刃がついている工具であると考えると、タップが1回転したのちに切り込む量はねじピッチでなければならないです。そのため、タップの1刃当たりの切り込み量に相当するのがピッチになります。
ネジについてのおさらいは⬇

例 タップサイズ:M6×1(ピッチ1mm) 周速度:10 m/min まずは工具を回転させるので回転数を決めましょう。 n = (V×1000) / (π×D)n = (10×1000) / (π×6) = 530 = 500rpm M6タップ1回転で進む距離はピッチが1.0mm、500rpmで回転するため 1min当たりの距離は500mmそのため送り速度は F = 500×1.0 = 500mm/min
5.まとめ
- 周速度は工具の円周方向の速度 V=(π×D×n)/1000
- 回転数は周速度から求める。 n=(V×1000)/(π×D)
- 送り速度は1刃当たりの送り量から算出する。 F=f×z×n
- タップの送り速度はピッチから計算する。 F=p×n
以上です。


コメント