




機械加工された加工面の凹凸具合はさまざまな加工方法や、加工条件で大きく変わります。この凹凸具合によっては、美観の変化以外にも、同じ寸法であっても部品同士の勘合が「きつく」も「ゆるく」もなり、機械部品としての性能が変わってきます。そのため加工面の凹凸具合を表面粗さという規格として管理することが必要となります。今回はこの表面粗さについて解説します。
表面粗さを測定するには「表面粗さ形状測定機」というものが必要だよ。
表面粗さは測定したいけど、形状測定はしないよ。
1.断面(P) 粗さ(R) うねり(W) 曲線
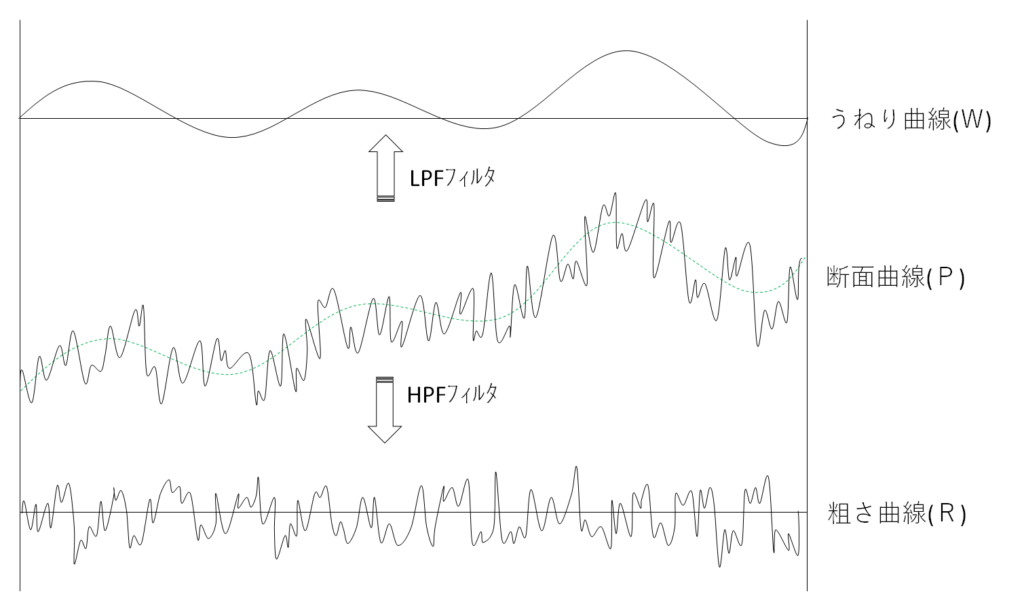
多くの人はウーパーのように考えると思いますが、形状データを取得した後に決められた算術式で粗さを数値化するため、形状測定が必要なのです。形状はスタイラスという接触針を凸凹の測定面に押し当て、トレースすることで形状データを取得します。トレースしながら、凸凹の高さをプロットするため、横軸はトレースした位置、縦軸は接触針の高さで形状データが出力されます。そのため形状データには凹凸具合以外にも測定面の高低差(うねり、傾き)が含まれています。この形状データを断面曲線(P曲線)とよび、この断面曲線から粗さだけを抜き取ったものを「粗さ曲線(R曲線)」と呼び、うねりだけを抜き取ったものを「うねり曲線(W曲線)」と呼びます。
厳密にはHPF(ハイパスフィルタ)で低周波域を除去したものをR曲線、LPF(ローパスフィルタ)で高周波域を除去したものをW曲線としています。
2.Ra Rzの計算
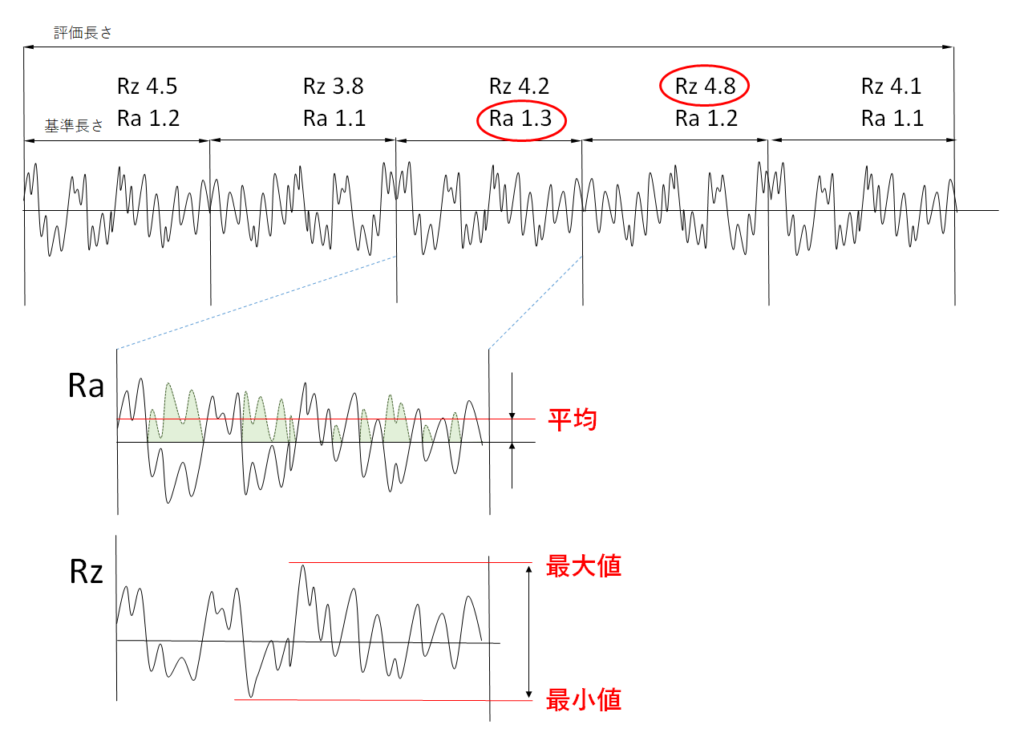
得られたR曲線からさまざまな算術方法で値を抜き取り、数値化したものが表面粗さの値となり、規格値との評価を行います。
どのように粗さを評価するかで、R曲線から値を抜き取る方法が変わってきます。この粗さの評価方法を粗さパラメータと呼んでいます。粗さパラメータはJISで決められていますが、ここで説明しきれないほどたくさんあり、JISの改定とともに各パラメータの呼び方も変わってきます。ここでは現時点(2021年)での情報を基に頻繁に使用される粗さパラメータのRaとRzについて解説します。
Ra:凹凸の平均線を基準に上下に折り返した時、各基準長さ範囲内の平均値の最大
Rz:各基準長さ範囲内の最大最小差の最大
3.基準長さと評価長さ
計算方法はわかりましたが、基準長さって何ですか?
基準長さは各粗さパラメータの計算範囲のことだよ。
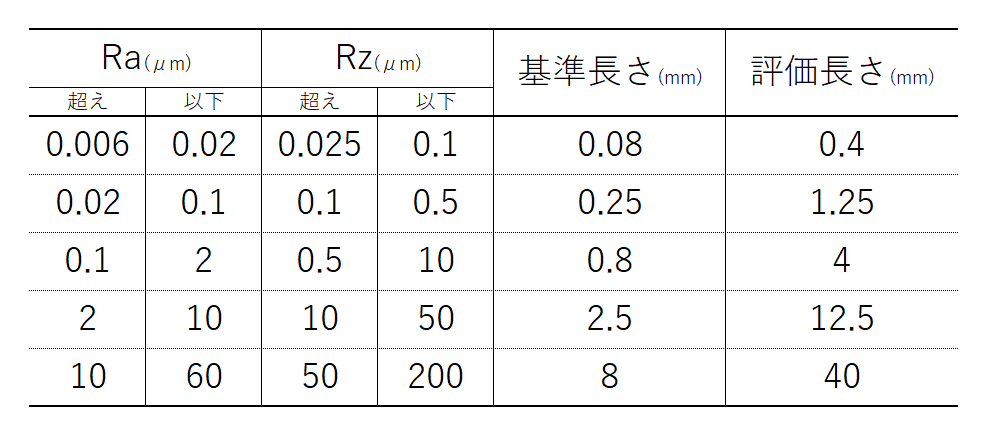
粗さを計算するためには必要最低限の測定しなければならない長さってものがあります。その長さを評価長さと言い、基準長さの5倍程度とされています。基準長さは上述した通りに計算範囲を示しており、基準長さそれぞれで算出された値を評価長さの範囲内で最も最大なものを値としています。評価長さは粗さの規格が厳しい(値が小さい)ほど短く、規格がゆるい(値が大きい)ほど長くなければなりません。そのため、それぞれの粗さの規格に対する評価長さは以下の表を目安に決められています。基準長さの違いで測定結果が大きく変わるって事はよくあることなので、測定はこの基準長さを統一するべきです。なお、この基準長さはカットオフとも呼ばれる波長フィルタなのですが、ここでは評価する粗さ規格に応じて変えるものとだけ理解してくださいね。
4.粗さの記号の旧規格と新規格
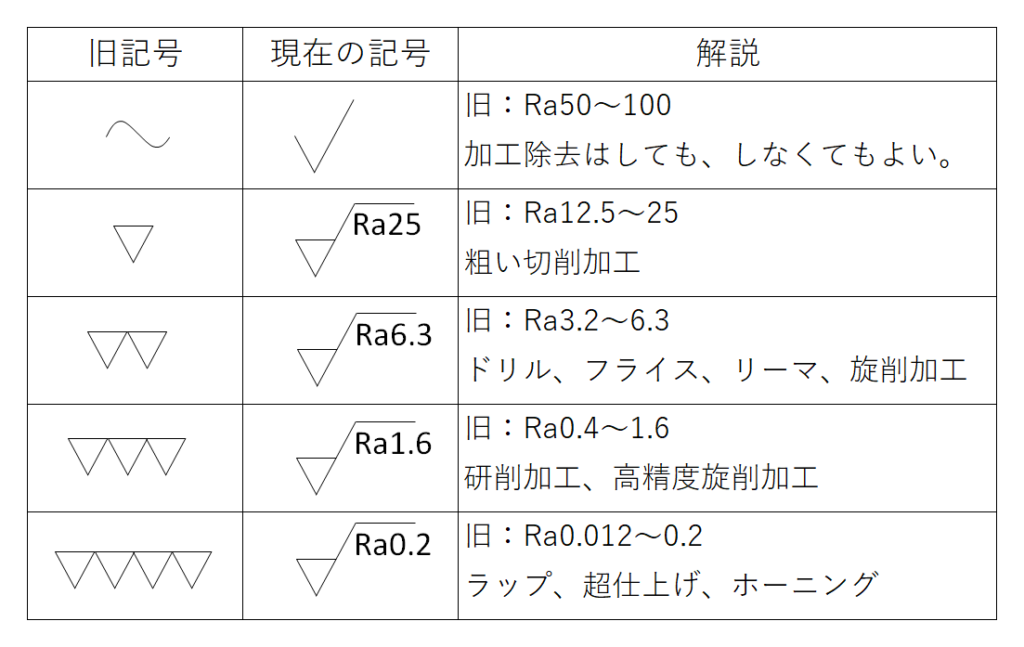
昔の図面では△の数で表面粗さを指示していましたが、現在ではRaやRzなどで規格を数値化し、場合によっては加工方法の指示までしています。以下に昔の図面指示と現在の指示をまとめました。なお、Raの4倍程度がRzの規格とされています。Ra0.2であればRz0.8相当と考えることができますが、実際に測定するとRz0.8であっても、Raが0.1程度であることはよくあるので、[Ra×4=Rz]は参考程度にしてください。
表面粗さの規格が厳しく、寸法許容差がゆるい場合は問題ありませんが、その逆である寸法許容差が厳しい場合、表面粗さの規格は厳しくせざるを得ません。例えば、外径寸法がφ100±0.02の厳しい寸法許容差でもあるにもかかわらず粗さがRa25であると、粗さが粗いことで寸法許容差が満足することができませんからね。しかし、寸法許容差や幾何公差に対して、表面粗さをどの程度にするかの明確な基準はありません。一般的には設計者が経験を基に定めることが多いのですが、以下のような考え方あり、これを参考にすることもあるようです。
Ra = 0.05 × (寸法許容差)
例):φ100±0.02の場合、寸法許容差は0.04なので、、、Ra = 0.05×0.04 = 2 ⇒ Ra2.0
以上

コメント