




同心度、同軸度ってなにが違いますか?
jisでは同軸しか定義されていないけど、少し違いがありますよ
では同軸度ってなんですか?
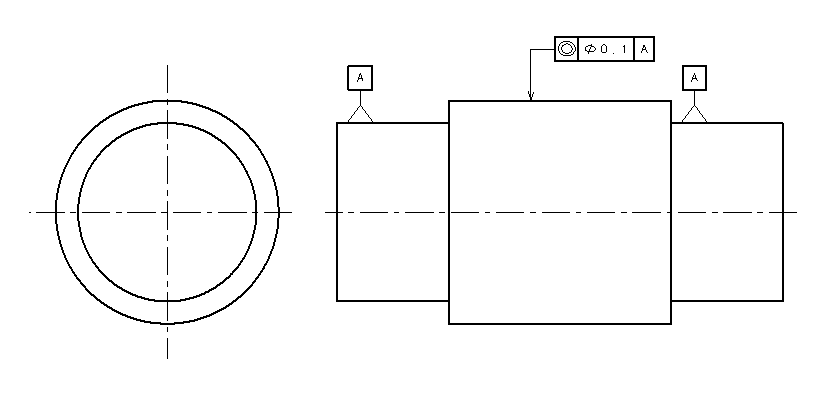
「許容値が指示された形体の円筒の軸線はデータム軸線と同軸の直径の円筒域の中になければならない」です。
ちょっと何言ってんだかわからないです。
1. 定義
同軸度は「JIS B 0621」には以下のように定義されています。
軸線のデータム軸直線に対する同軸度は、その軸線Aをすべて含みデータム軸直線と同軸の幾何学的円筒のうち、最も小さい円筒の直径で表し同軸度(mm又はμm)と表す。
「これ?日本語ですか?」って聞きたくなるくらい理解できないですよね?
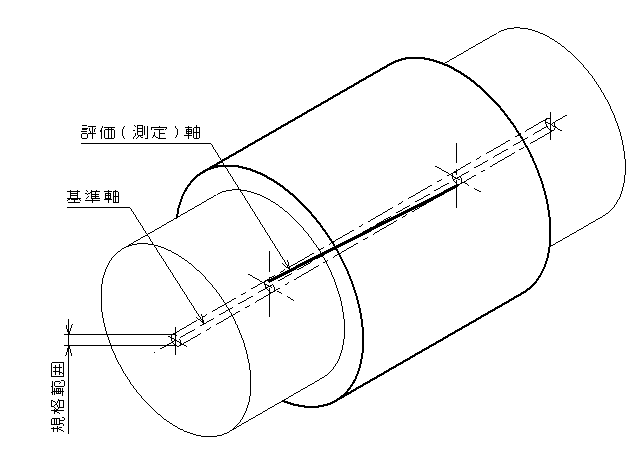
簡単に言うと、基準軸(データム軸とも言う)に対して、評価(測定)対象となる円筒の軸がどれくらい基準軸に接近しているかを直径で評価したものです。これでもわかり難いとも思いますので、細かく説明しますね。
まず理解しないとならないのは同軸度というものは、相方(基準)との比較であるということです。例えば、真円度は「どれだけ真円か?」を評価したもので目指すべき姿が真円なのではっきりとしています。ですが、同軸というと「どれだけ同じ軸か?」なので、目指すべき姿がわからないので、目指すべき姿を定めなければなりません。それが基準(データム)です。
つまり、基準軸と評価軸との離れ具合が同軸度になります。次は「どれだけ離れて良いか?」ですが、基準軸を中心に決められた直径の円筒内に評価軸があるかで判断します。そのため、同軸度の値はφ(ファイ)で表します。
2.同軸と同心の違い
JISでは同軸度しか記載されなく、同心度というものが明確にはされていないです。ですが、一般的な解釈としては以下の通りです。(※引用元がないので参考程度と理解してください)
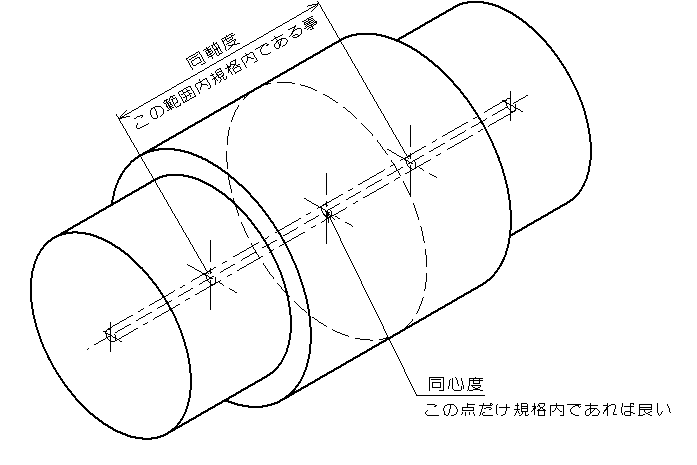
同心度は真円度と同じようにある任意の断面においてのみの評価であるため、基準点と評価点との中心のズレ量で判定します。一方、同軸度は上述した通りで、基準軸と評価軸との最大量で判定します。つまり、同心度は任意の一断面で評価し、同軸度は定めた面の全域の軸で評価することになり、同軸である方が厳しく、測定が限定的になります。なお、図面で幾何公差◎が記載されていたら、同軸度として評価するのがよいでしょう。
3.測定
同軸度の測定にはいろいろな方法があります。それらを少し紹介します。
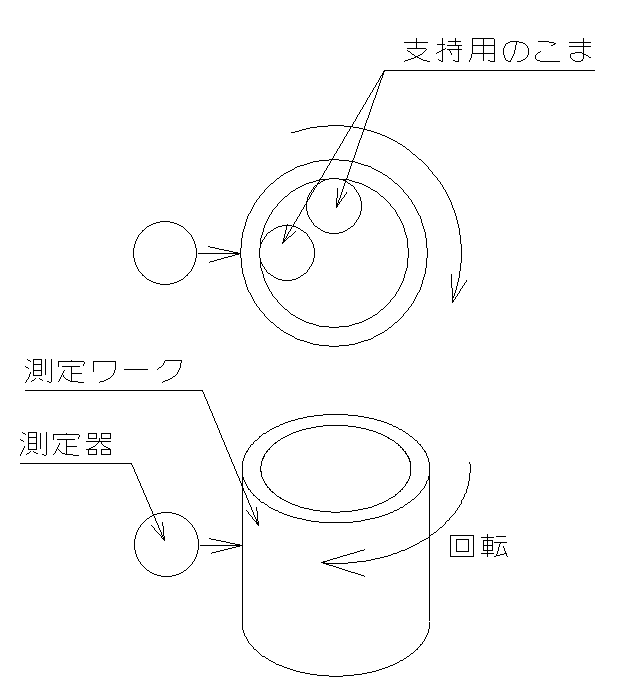
3.1 振れ
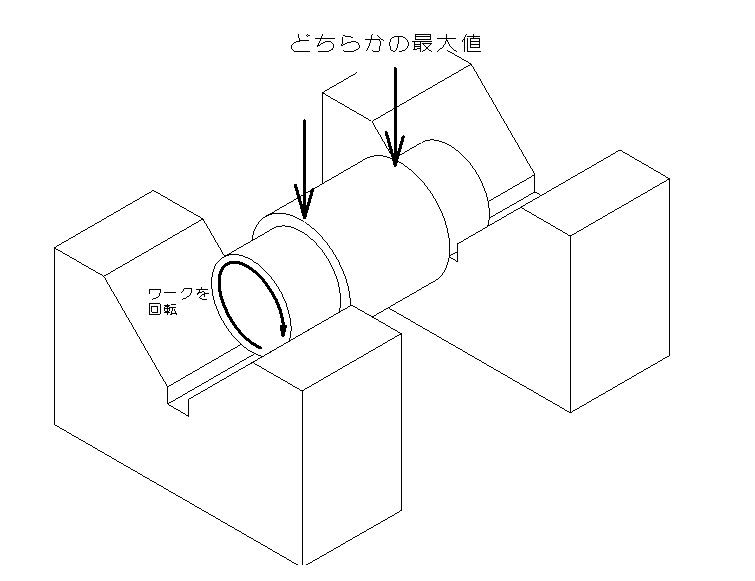
ふたつのVブロックに両端の基準となる外径面を置き、測定ワークを1回転させ、評価面両端部の振れをダイヤルゲージやピックテスタなどで測定します。
この時のどちらか大きい値を測定値とします。この時、評価面の任意1箇所を測定した場合は同心度の測定になります。ちなみにこの測定は真円度も含まれた測定値になるため、予め真円度が小さいことを確認したものを対象としましょう。
3.2 真円度測定機
この測定機はメーカーによってさまざまなので、参考程度として捉えてください。
1.回転テーブルに測定ワークを固定し、基準となる両端の円を測定する。
2.評価すべき面の量端面ギリギリの2か所を測定する。
3.基準となるふたつの円をデータム軸として設定し、2で測定したそれぞれの同軸度を評価する。この時の大きい値が同軸度となる。
3.3 三次元測定機
1.真円度測定器と同じように基準面2箇所、測定面2箇所を測定する。
2.基準面2か所の中心同士を結ぶ線の要素と測定面2か所の中心同士を結ぶ線の要素を作成する。
3.この二つの要素の同軸度を計算する。
ただしこの測定では評価する軸方向の範囲を正確にしないと、とんでなく大きな値や小さな値になるため注意が必要です。各メーカーの取説を見た方がよいです。
3.4 偏肉度
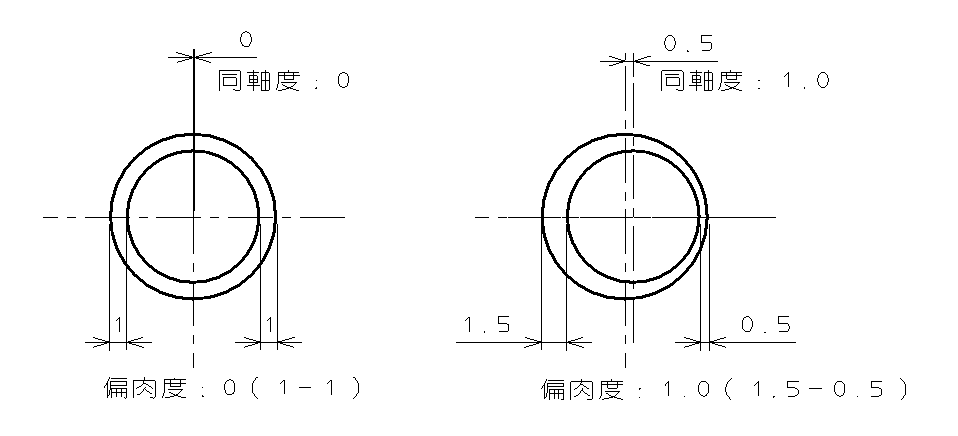
こちらは番外編ですが、内径と外径の同軸度を測定する場合は偏肉度を代替え測定とすることができます。
偏肉度とは外径面と内径面の肉厚の最大最小差のことです。偏肉が発生する原因はさまざまなので、この方法が同軸度の測定になる訳ではないですが、一般的な機械加工で作られた部品であれば加工ワークの芯ズレなどに起因して同軸度が大きくなることがほとんどなので、「偏肉度=同軸度」として考えて検査することができます。
実際の検査は等間隔3~4か所の肉厚をユニマイクロと呼ばれるような片側がピンで支持するような外側マイクロで行い、最大最小差を偏肉=同軸とします。
また別の方法として、内径を2点で支持し、外径面の振れを測定する方法でも可能ですが、設置面が端面と内径面なので測定結果には直角度が含まれてしまいますので直角度が小さい加工ワークには有効です。
4.ΦありΦなし
たまに同軸度の値にΦがない図面を見かけます。JISでは直径で定義されているため、φがないと「半径なのか?」「直径なのか?」迷います。
この回答は必ずしも正解ではないのですが、基本的にφの記載がないものはJISの定義から外れるので誤記と理解として良いです。そのため、直径で判断しましょう。
直径で判断して規格内であれば、もし半径であったとしても規格内に収まります。ただし測定した結果、規格から外れてしまったり、工程能力が無かったりした場合は設計者に問い合わせた方がよいと思います。多くの場合は書き忘れですが、設計者もそこまで理解して設定していない可能性も多くあるので、改めて直径の定義で検討し、規格範囲が広くなるかもしれないです。
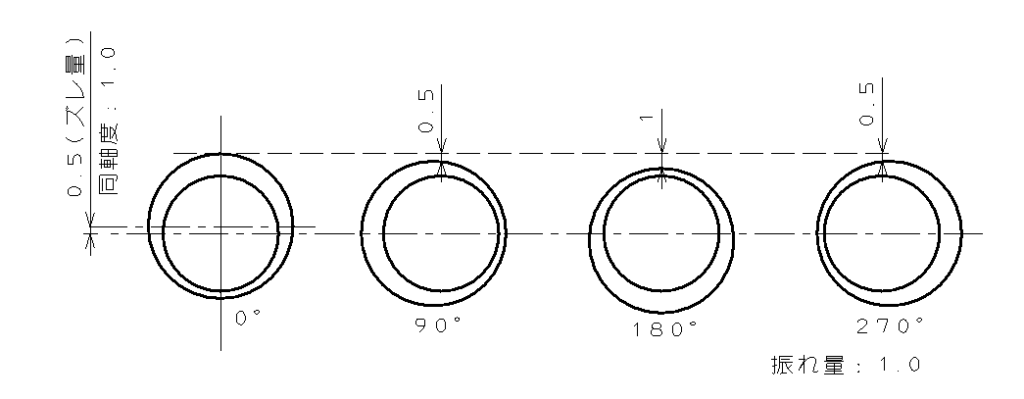
5.同軸度は芯ズレ量の2倍であるため、振れ測定値を2倍にするのか?
前述したとおり、同軸度とは直径で定義されているため芯ズレした量の2倍で評価しなければなりません。よって、基準軸からのズレ量(半径)の2倍が同軸度になります。しかし、測定方法によっては勘違いしやすいポイントがあるので注意が必要です。よく見かける同軸度の測定である振れ測定では図のように評価面の振れ量を測定します。振れ量はある基準軸に対する最大最小差です。よって、測定値の最大は基準軸からの最大芯ズレ量、測定値の最小は基準軸からの最小芯ズレ量になり、最大最小差が同軸度になります。振れ測定で測定値の2倍で判定すると勘違いしてしまいやすいので注意が必要です。
6.まとめ
・同軸度は基準軸と評価軸との差である。
・同軸度は直径内であるかを判断するため、Φをつける。(Φがない場合は問い合わせる)
・同軸度は「振れ」「三次元測定機」「真円度測定機」で測定できる。内外径の同軸は「偏肉」で評価も可能。
・同軸度は円中心のズレ量の2倍であるが、振れ測定では2倍にしない。(偏肉もおなじ)
以上です。

コメント